
1. Gia công Aluminium cắt, xẻ có mạch cắt (có phoi)
Tấm ACP có thể được cắt dễ dàng bằng máy cắt xẻ (loại máy cắt gỗ) có lưỡi cắt bằng hợp kim cứng hoặc thép gió, dạng dao trụ hoặc dao đĩa trên các máy cầm tay, máy phay hoặc máy chuyên dùng
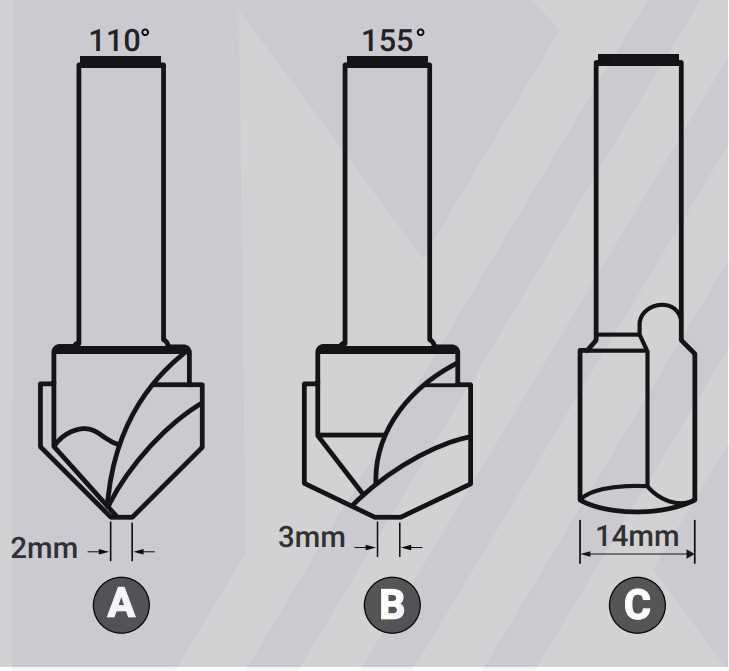
Dao trụ soi rãnh tấm
| Bảng thông số kĩ thuật của Dao | |
| Số me cắt | 2-4 |
| Tốc độ vòng quay | 20000 – 300000 Vòng/phút |
| Lượng tiến dao | 3-5m/phút |
| Vật liệu | Hợp kim cứng |
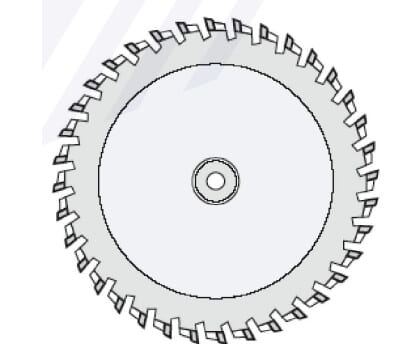
Dao đĩa soi rãnh tấm
| Ví dụ thông số dao cắt đĩa hợp kim cứng | |
| Đường kính ngoài | 12inch |
| Số lưỡi cắt | 36 lưỡi cắt chính
8 lưỡi cắt rãnh |
| Tốc độ quay | 3000-5000 vòng/phút( theo tốc độ động cơ) |
| Lượng tiến dao | 5m/phút |
2. Gia công Aluminium cắt tấm không mạch cắt (không phoi)
Có thể sử dụng phương pháp gia công cắt pha tấm bằng loại máy cắt không phoi có lưỡi cắt thẳng (dạng kéo) như máy cắt tôn, máy cắt trục khuỷu, hoặc máy cắt thủy lực. Tuy nhiên phương pháp này sẽ tạo ra trên mép cắt các biến dạng
3. Gia công hoàn thiện cạnh viền tấm alu
Khi cần yêu cầu hoàn thiện cạnh tấm với độ sắc nét và chất lượng bề mặt cao để ghép mí, tạo hiệu ứng ánh sáng góc cạnh nên sử dụng các máy có lưỡi cắt như máy phay, máy bào, hoặc dụng cụ cắt bằng tay dùng lưỡi cắt hợp kim cứng.
4. Gia công Aluminium soi rãnh để gấp cạnh
Gia công Aluminium soi rãnh chữ V, chữ U (theo hình 4.4) để uốn các góc. Cần tuân thủ các khuyến nghị sau để tránh sai hỏng sản phẩm:
- Đáy cắt hình chữ U hoặc chữ V không được chạm tới bề mặt nhôm, cần để lại khoảng 0.1÷0.5(mm) chiều dày nhựa để tránh hiện tượng rạn nhôm, sơn khi gấp uốn.
- Tùy theo màu sắc và quy cách độ dày cần soi để uốn thử đạt yêu cầu trước khi tiến hành soi rãnh hàng loạt.
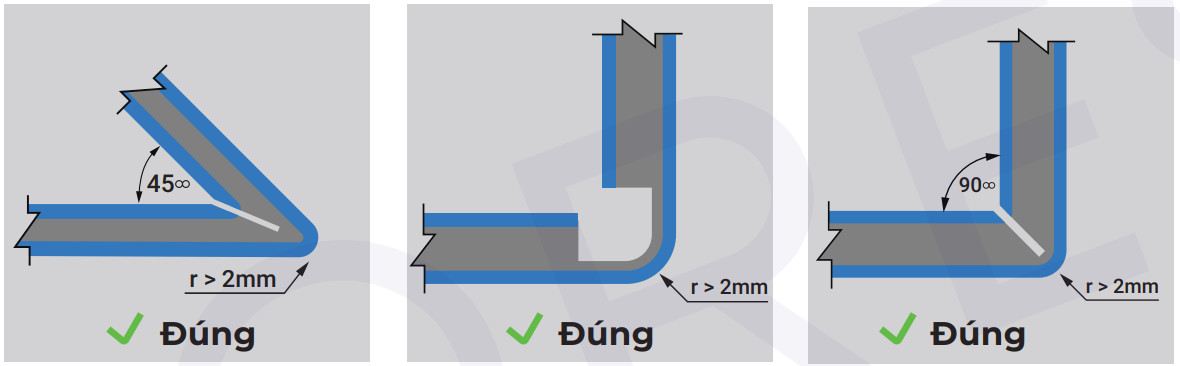
5.Gia công uốn gập cạnh tấm
- Sau khi soi rãnh chữ U hoặc chữ V, để đảm bảo quá trình uốn đều trên toàn bộ cạnh cần kẹp tấm vào hai mặt tựa cứng và uốn để đảm bảo uốn đều trên toàn bộ chiều dài cạnh tấm.
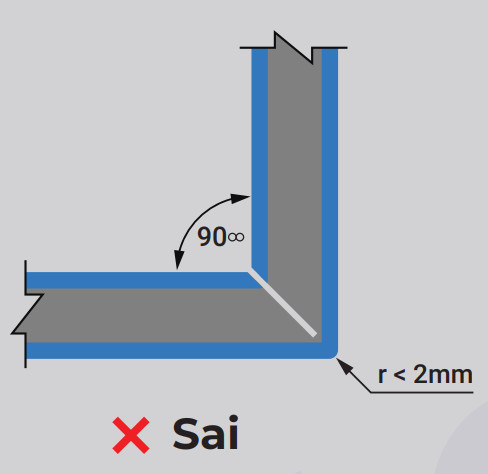
- Bán kính cong vị trí uốn nhỏ hơn 2mm có thể làm cho tấm bị rạn nứt bề mặt, đồng nghĩa với việc sẽ không được bảo hành (tham khảo hình 4.5)

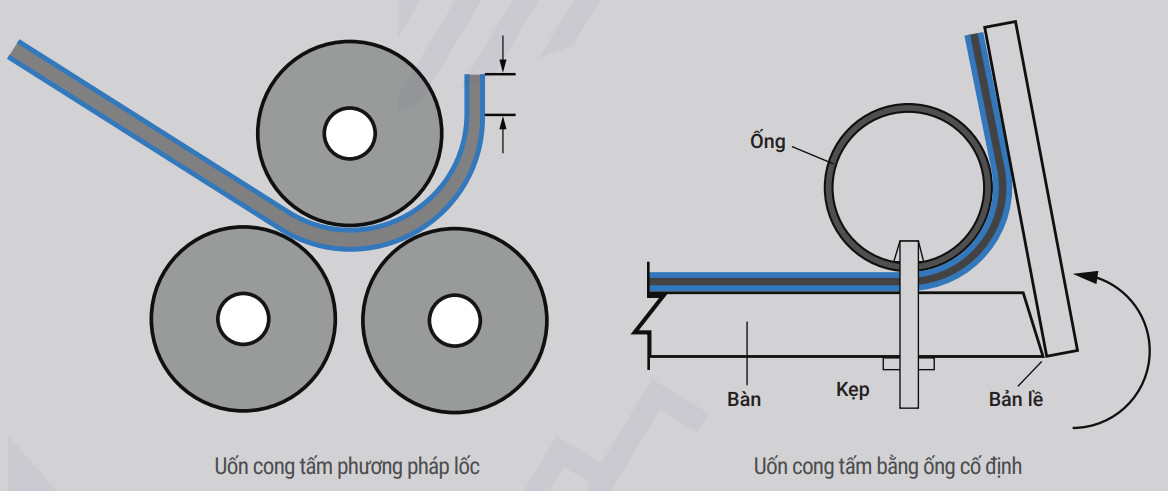
6. Gia công uốn cong tấm
Có thể thực hiện uốn cong tấm bằng các phương pháp: con lăn (lốc), hoặc ống cố định. Các tấp alu được lốc ứng dụng trong ốp alu cột tròn
| STT | Chiều dày tấm (mm) | Theo chiều ngang tấm (mm) | Theo chiều dọc tấm (mm) |
| 1 | 3 | 100 | 140 |
| 2 | 4 | 100 | 140 |
| 3 | 5 | 140 | 160 |
| 4 | 6 | 120 | 150 |
7. Khoan – Đột lỗ
Tấm ốp nhôm nhựa có thể được khoan bằng các dụng cụ khoan thông thường sử dụng mũi khoan xoắn tiêu chuẩn dùng để khoan kim loại hoặc khoan gỗ. Lưu ý trong quá trình lựa chọn tốc độ và lượng tiến của dụng cụ cắt đảm bảo không sinh nhiệt làm biến dạng vùng vật liệu cạnh lỗ khoan.
Ngoài ra cũng có thể tạo lỗ trên mặt tấm bằng phương pháp đột với các biên dạng chày tạo hình. Phương pháp này sẽ gây ra các biến dạng xung quanh vị trí đột như với phương pháp gia công tại mục 2